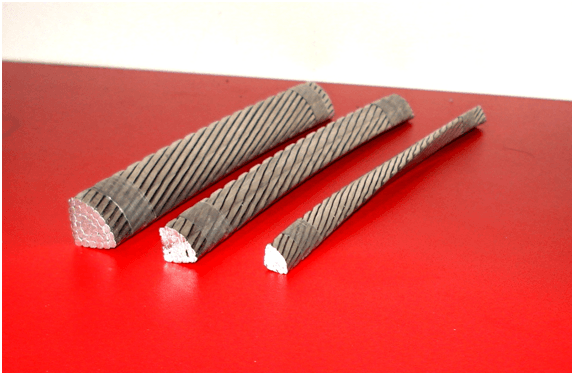
هادی های سکتور در کابل
هادیهای تابیده فشرده سکتور شکل دارای همان خواص هادیهای گرد فشرده تابیده می باشند و هر مطلبی که در مورد هادیهای گرد فشرده بیان می گردد در خصوص هادیهای سکتور نیز صادق است ، که از آن جمله می توان به ضریب پرکنندگی ، ضریب فشردگی ، قطر رشته های مفتول و غیره اشاره کرد ، با این تفاوت که شکل هادی دیگر گرد نیست بلکه به صورت سکتور است .
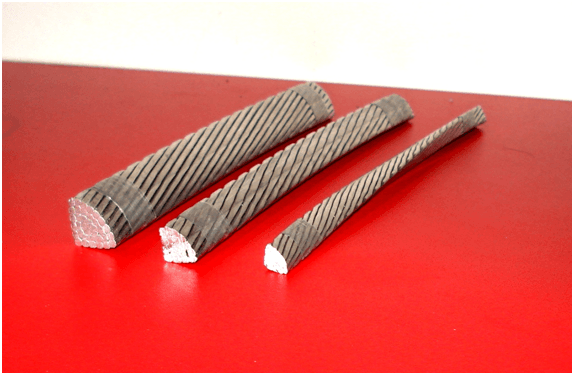
سکتور یا قطاع بخشی از یک دایره کامل است که از یک سو به محیط دایره با طول کمان مشخص و از سویی دیگر همانند مثلث به مرکز دایره ختم می شود که در قسمت مرکزی زاویه ای را تشکیل می دهد که اندازه آن به تعداد و سطح مقطع هادیها بستگی دارد .
هدف از به کارگیری هادیهای سکتور کاهش قطر روی رشته های تابیده عایقدار و در نتیجه کاهش قابل ملاحظه در مقدار مصرف مواد موجود در کابل مانند پرکننده ها ، بدینگ ، حفاظها ، زره ، روکش و غیره است .
برای درک بهتر صرفه جویی ناشی از سکتور کردن ، مقایسه ای بین دو کابل 4*95 یک کیلو ولت به دو صورت هادی گرد و هادی سکتور که از نظر الکتریکی با هم مشابه ولی از نظر قطر کابل تابیده متفاوتند نشان می دهد که حدود 15 درصد در قطر کابل ، 350 درصد در وزن مواد پرکننده و تقریباً 20 درصد در وزن مواد روکش صرفه جویی خواهد شد . صرفه جویی در هزینه کابل با استفاده از هادی سکتور به جای گرد ، در کابلهای دارای لایه های حفاظ و زره به مراتب محسوس تر است .
مقایسه ای دیگر نشان می دهد که قطر کابل گرد 16 / 35 * 3 با قطر کابل 35 / 70 * 3 تقریباً برابر است .

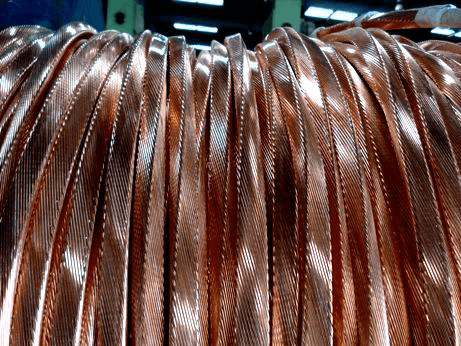
در صورتی که طول تاب هادی از حد مشخصی بیشتر نشود می توان هادیهای سکتور را به صورت هم جهت به هم تابید . شکل سکتور امروزه بیشتر از طریق عبور دادن هادیها از غلتکهای شکل دهنده صورت می گیرد که ترجیحاً در هر لایه بجز لایه اول اعمال می شود .
معمولاً در مورد هادیهای تا سطح مقطع 70 میلیمتر مربع عملیات سکتور کردن به صورت مستقیم انجام می شود ولی در مورد سطوح مقاطع بالاتر با چرخش غلتکهای نورد سکتور سکتور کردن به صورت اسپیرال صورت می گیرد ، به طوری که جهت اسپیرال و تاب هادی با هم یکسان است و طول هر پیچش اسپیرال نیز با طول تاب رشته ها در مرحله کابل کردن مساوی است . میزان فشردگی از لایه بیرونی به لایه داخلی افزایش می یابد به طوری که حداکثر فشردگی در لایه بیرونی رخ می دهد .
هنگام انتخاب قطر مفتولها در هادی سکتور ، کش آمدگی آنها در حین کمپکت کردن باید در نظر گرفته شود . برای این منظور معمولاً سطوح مقاطع 25 تا 95 باید در حدود 5 درصد و سایر سطح مقطع ها حدود 3/5 تا 4 درصد بیشتر در نظر گرفته شود .




{kind=link}
بدون دیدگاه